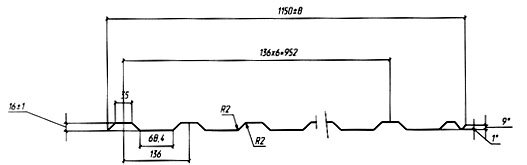
Профилированный лист С-16
Основное предназначение линии автоматической – изготовление стальных листовых холодногнутых профилей (профнастила) высокого качества, которые соответствуют мировым высочайшим стандартам качества и безопасности. Предназначены эти профиля для обустройства кровли строений, а также сооружений с декоративно-защитным покрытием (пластизоль, лакокраска).

Технические характеристики
Исходный материал
(рулонная холоднокатанная сталь)
Ширина, мм 1250
Толщина, мм 0,4-0,6
Режим работы линии автоматический
Режим заправки ленты п/автоматический
Установленная мощность, кВт 12,7
Габариты линии, мм до 21000х2560х1700 мм
Масса, кг 7000
Состав профилегибочной линии
1 Разматыватель консольный
Комплектуется линия для изготовления профлиста разматывалем рулона. Главное отличие консольного размотчика от традиционного двухопорного заключается в удобстве и простоте использования. Рулон на консольный размотчик надевается за счет применения кран-балки. Собственная система управления позволяет контролировать и согласовывать скорость прокатки и размотки на размотчике.
Габариты: 2560-1620-1700 миллиметров.
Установленная мощность – 2,2 кВт.
Масса составляет 1300 килограмм.
2 Стан прокатный с приводом
Являет собой раму со специальными рабочими клетями, а также электроприводом. Данный элемент выполняет важную функцию в процессе производства профлиста С16. Так как формирует гофры до момента получения необходимой геометрии профнастила С16 на металлическом гладком листе. От качества изготовления и конструкции прокатного стана напрямую зависит качество созданного профнастила С16. Наша компания применяет исключительно выработанную годами последовательную схему гиба, которая подразумевает прокатывание середины листа сначала, после чего края.
Данный элемент имеет 13 рабочих клетей.
Установленная мощность – 7,5 кВт
Габариты: 5000-1600-1400 миллиметров
Масса: 4500 килограмм
Производительность составляет 15 погонных метров в минуту.
3 Ножницы гильотиные
Гильотинные ножницы располагаются в самом конце прокатного стана в линии для производства профнастила. Необходимы они для рубки уже готовых листов профнастила перед процессом их укладки в пачки. Ножи ножниц имеют форму прокатываемого профиля. Профнастил рубят без заусенцев.
Установленная мощность двигателя составляет 3 кВт
Габариты: 1500-400-1100 миллиметров
Масса: 500 килограмм.
4 Приемное устройство
Его габариты: 12000-1350-1200 миллиметров
Масса: 350 килограмм.
5 Система автоматического управления (САУ)
Элементная база системы от компании Siemens. САУ содержит в себе пульт управления, который дает возможность управлять скоростью прокатки (целевая функция – оптимизация по производительным и качественным критериям), контролировать и управлять таким параметром, как количество-длина (с регулирование пауз непосредственно технологического цикла). Помимо этого позволяет система управлять циклом отгрузки. Пульт управления имеет систему индикации главных технологических параметров, а также функцией оповещения при аварийных ситуациях.
Требования к производсвенному помещению и обслуживаещему персоналу
Производственная площадь, необходимая для работы должны быть не менее 27-4 метров. Наличие соответствующей грузоподъемной техники, с грузоподъемностью не менее восьми тонн.
Обслуживающий персонал – оператор (1 чел.).
Требуется подводимое напряжение трехфазное в 340 В, мощностью до 10 кВт.
Допустимы небольшие неровности поверхности пола, так как все комплектующие детали обладают системой регулировки по высоте.
Компрессор нужен для отрезного пневматического устройства.